อาการนี้หลายครั้งอาจใช้งานเครื่อง 3D Printer เป็นเวลานานมากแล้วถึงเริ่มมีอาการ ปัญหานี้อาจเกิดจากได้จากหลายสาเหตุหรือเกิดขึ้นพร้อมกันหลายสาเหตุดังต่อไปนี้ โดยจะขอไล่จากการแก้ไขง่ายไปยากครับ
เส้นพลาสติกไม่ได้คุณภาพ ขนาดเส้นผ่านศูนย์กลางไม่เท่ากันทั้งเส้น
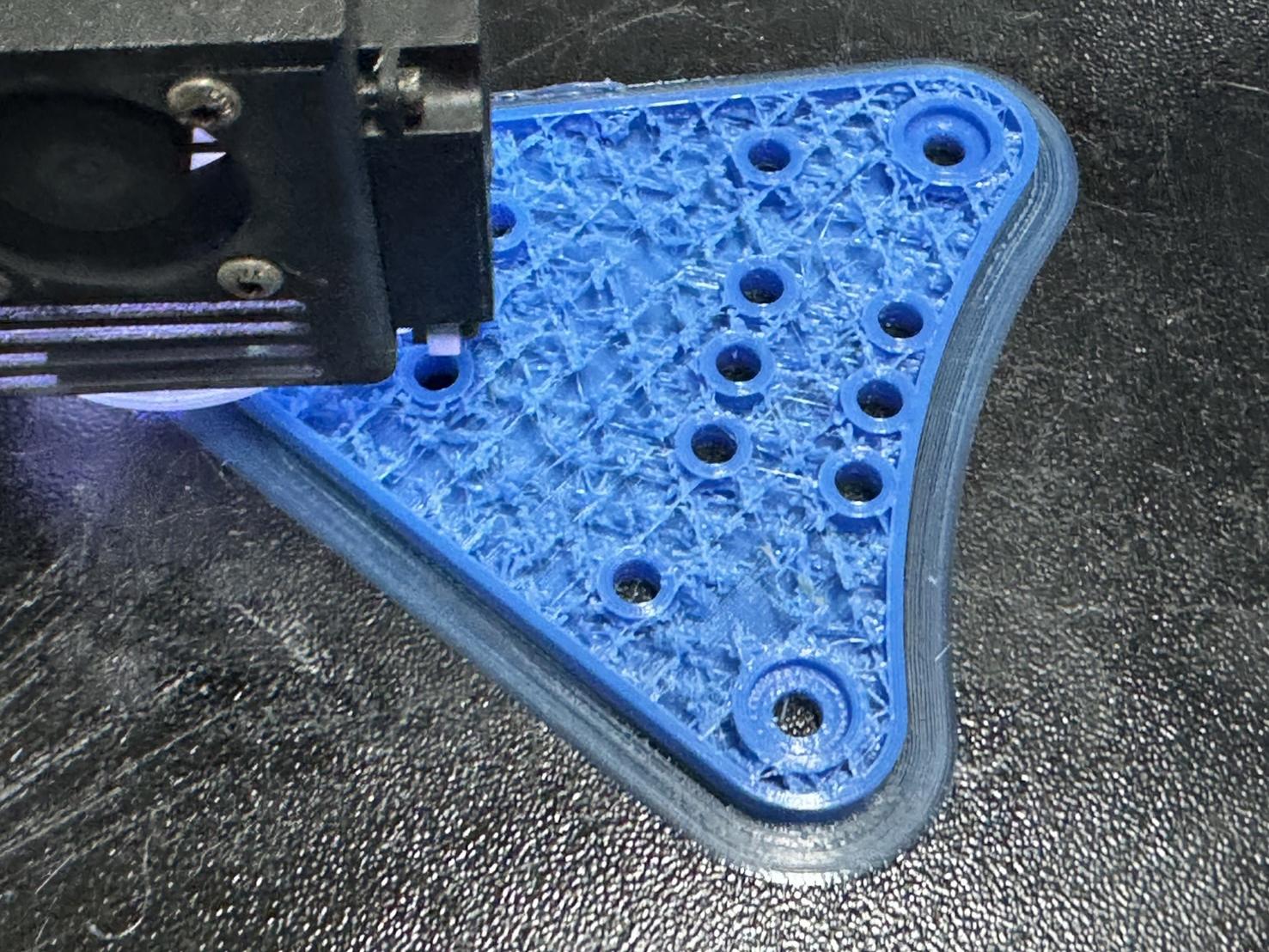
ตัวขนาดเส้นที่ออกมา จะมีขนาดไม่สม่ำเสมอ ทำให้เวลาฉีดพลาสติกออกมา จะมีส่วนที่ใหญ่บางเล็กบาง ทำให้งานออกมา ดูเหมือน เส้นออกบ้างไม่ออกบ้างมาก ให้ทำการวัดขนาดของเส้นหลายๆช่วงหรือลองเปลี่ยนเส้นเป็นแบรนด์อื่นก่อนถ้ามี
เส้นพันกันในม้วน
บางครั้งการพันม้วนเก็บเส้นจากโรงงาน อาจจะไม่ดี ทำให้เส้นพันกันจนเส้นออกจากม้วนไม่ได้หรือออกได้แต่ยาก ทำให้เหมือนกับว่าเส้นมันขาดหายไม่เต็ม แก้ไขโดยการคลายเส้นออก แล้วพันใหม่
ตั้งค่าขนาดเส้นผ่านศูนย์กลางเส้นพลาสติกผิด
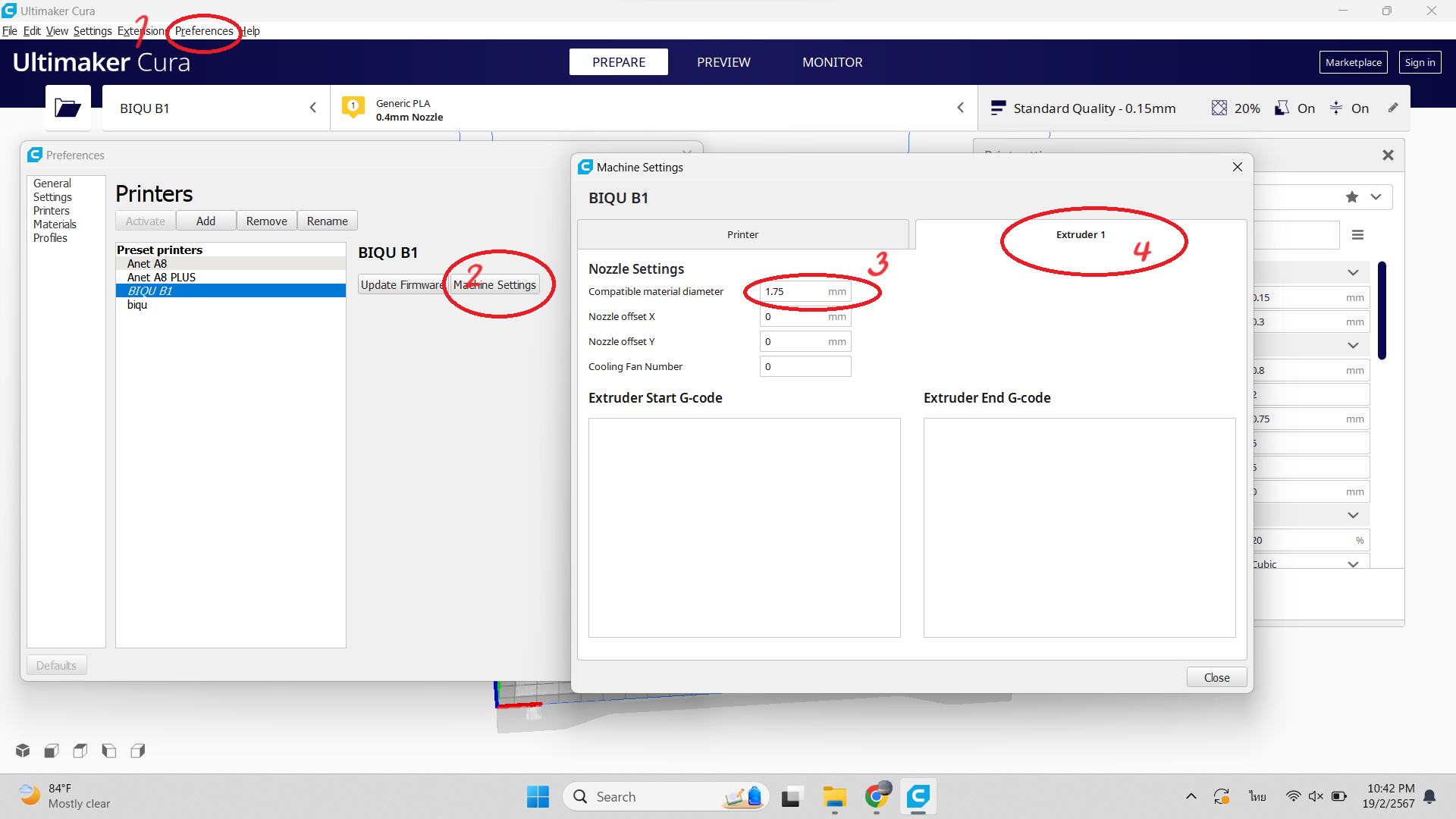
ถ้ามีการตั้งค่าเส้นผ่านศูนย์กลางไว้ที่ 2 mm แต่ขนาดเส้นจริงอยู่ที่ 1.75 mm จะทำให้มีการฉีดเส้นน้อยกว่าปกติ ทำให้ดูเหมือนเส้นขาดๆหายๆได้ โดยการตั้งค่านี้จะต้องตั้งค่าบริเวณการตั้งค่าเครื่อง
เส้นพลาสติกชื้น
กรณีเส้นชื้น ปริ้นงานแล้วจะมีใยเยอะ บางครั้งก็ทำให้เส้นฉีดออกมา ไม่สม่ำเสมอ ซึ่งปัญหาความชื้นคือการที่มีน้ำอยู่ในเส้น Filament ปกติแล้ว น้ำมีจุดเดือดที่ 100 องศา ซึ่งจะเปลี่ยนสถานะของเหลว การเป็นไอ แต่เส้นต้องใช้อุณหภูมิสูงกว่า 200 องศาเซลเซียส ดังนั้นเมื่อเส้นอยู่ในหัวฉีด น้ำที่อยู่ในเส้นเกิดการเดือด ตัวไอน้ำ จะไม่มีทางไป จึงไปขัดขวางการฉีดเส้น ทำให้เส้นฉีดออกได้บ้าง ไม่ได้บ้าง

สำหรับการแก้ปัญหาเส้นที่มีความชื้น ผมแนะนำให้เป็นการป้องกัน ก่อนที่จะเกิด โดยเก็บเส้นพลาสติกทุกครั้ง หลังจากใช้งาน ซึ่งการเก็บเส้น ก็ควรเก็บในถุงซิป และให้ใส่สารดูดความชื้น หรือ Silica Gel ลงไปด้วย ซึ่งการเก็บเส้นแบบนี้ จะช่วยป้องกันเส้น จากความชื้นในอากาศ แต่ถ้าใครที่ใช้เส้นแพงๆ ผมก็แนะนำให้ใช้เครื่องอบเส้น ซึ่งเป็นเครื่องที่สามารถตั้งเวลา ตั้งความร้อน เวลาใช้ ก็แค่เอาเส้นเข้าไปวาง ซึ่งเครื่องบางรุ่น สามารถที่จะอบเส้นไป และใช้ไปพร้อมๆกันได้ อย่างเครื่องอบเส้น Sunlu Filadryer S2 ซึ่งถ้าใครใช้เส้นแพงๆ จำพวก PC หรือ ไนลอน ก็แนะนำให้ใข้เครื่องอบเส้นแบบนี้ เพราะจะคุ้มกว่าปล่อยให้เส้นมันเสีย และใช้ไม่ได้

สำหรับบางคนอาจจะใช้ เครื่องอบอาหารแห้งในการอบเส้น FIlament เพื่อไล่ความชื้นก็ได้ ซึ่งสามารถหาซื้อได้ตาม Online Marketplace ซึ่งข้อดีของเครื่องอบอาหารแห้ง ก็คือ มีขนาดใหญ่ สามารถใส่เส้นได้หลายม้วน ตัวเครื่องสามารถตั้งเวลา และความร้อนในการอบได้ แต่ข้อเสียของการอบเส้นในเครื่องอบอาหารแห้งก็คือ ต้องอบอย่างเดียว ไม่สามารถอบไป ใช้ไปได้ ซึ่งการอบไป ใช้ไป จะดีกับเส้นพลาสติกจำพวก ABS และไนลอน PA
รูหัวฉีดมีเศษเขม่าดำติด

สำหรับหัวฉีด ก็เป็นอีกปัจจัยที่ทำให้เส้นพลาสติก ฉีดออกมาไม่สม่ำเสมอ ซึ่งอาจเกิดจาก ฝุ่นที่บางครั้ง มากับเส้นพลาสติก หรืออาจจะเป็นเขม่าเศษคาร์บอนที่เกิดจากเส้นพลาสติก พวกเส้นวิศวกรรม อย่าง ABS หรือเส้นผสม คาร์บอนไฟเบอร์ ซึ่งเศษเขม่าพวกนี้ อาจจะไปรวมกองกันอยู่ที่ตรงรูหัวฉีด ทำให้รูหัวฉีด มีขนาดเล็กลง เส้นที่ฉีดออกมาเลยบางกว่าปกติ ทำให้ดูเหมือนเส้นขาด หรือออกมาไม่เต็ม
ซึ่งการแก้ปัญหา ก็อาจจะใช้เข็มเล็กๆ ทะลวงที่ปลายหัวฉีด หรือถ้าไม่มี ก็แนะนำให้ใช้ สายกีตาร์เบอร์ 2 ซึ่งการทะลวงหัวฉีด แนะนำให้ทำทุกครั้ง ที่มีการเปลี่ยนเส้นพลาสติก จากชนิดนึงไปเป็นอีกชนิดนึง คล้ายๆกับการทำ Cold Pull ซึ่งจะช่วยให้รูหัวฉีดโล่ง
ชุดเฟืองขบเส้น มีเศษพลาสติกติด หรือไม่ก็เป็นร่อง
ปัญหานี้ หลายๆคนอาจจะมองข้ามไป และละเลยการทำความสะอาด ซึ่งตัวดันเส้น ส่วนใหญ่จะเป็นร่องฟัน สำหรับจิกไปที่เส้นพลาสติก เพื่อดันเส้นลงไปที่หัวฉีด ในบางครั้ง การพิมพ์งาน จะมีทั้งการดึงและดันเส้น ที่เรียกกันว่า Retraction ซึ่งการทำแบบนี้ จะช่วยให้เส้นพลาสติกไม่ไหลเยิ้มออกมา เวลาที่หัวฉีด มีการเปลี่ยนจุดพิมพ์ ซึ่งโมเดลบางแบบที่มีช่องว่างเยอะๆ จะมีการทำ Retraction บ่อยมาก ทำให้ตัวฟันเฟืองที่จิกลงไปที่เส้นพลาสติก มีเศษพลาสติกติดอยู่ในฟัน ทำให้ร่องเฟือง เต็มไปด้วยพลาสติก จำทำให้ไม่มีฟันจิกไปที่เส้น ปัญหาที่ตามมาก็คือ เส้นจะถูกฉีดออกมาได้บ้าง ไม่ได้บ้าง เพราะฟันเฟืองมันไม่จิกไปที่เส้น
สำหรับการแก้ไขก็คือ ให้ใช้แปรงทองเหลืองทำความสะอาดฟันเฟือง โดยถูไปที่ร่อง เพื่อขจัดเศษพลาสติกที่อัดอยู่ ให้หมดไป แล้วใช้ลมเป่า เอาเศษพลาสติกออกให้หมด
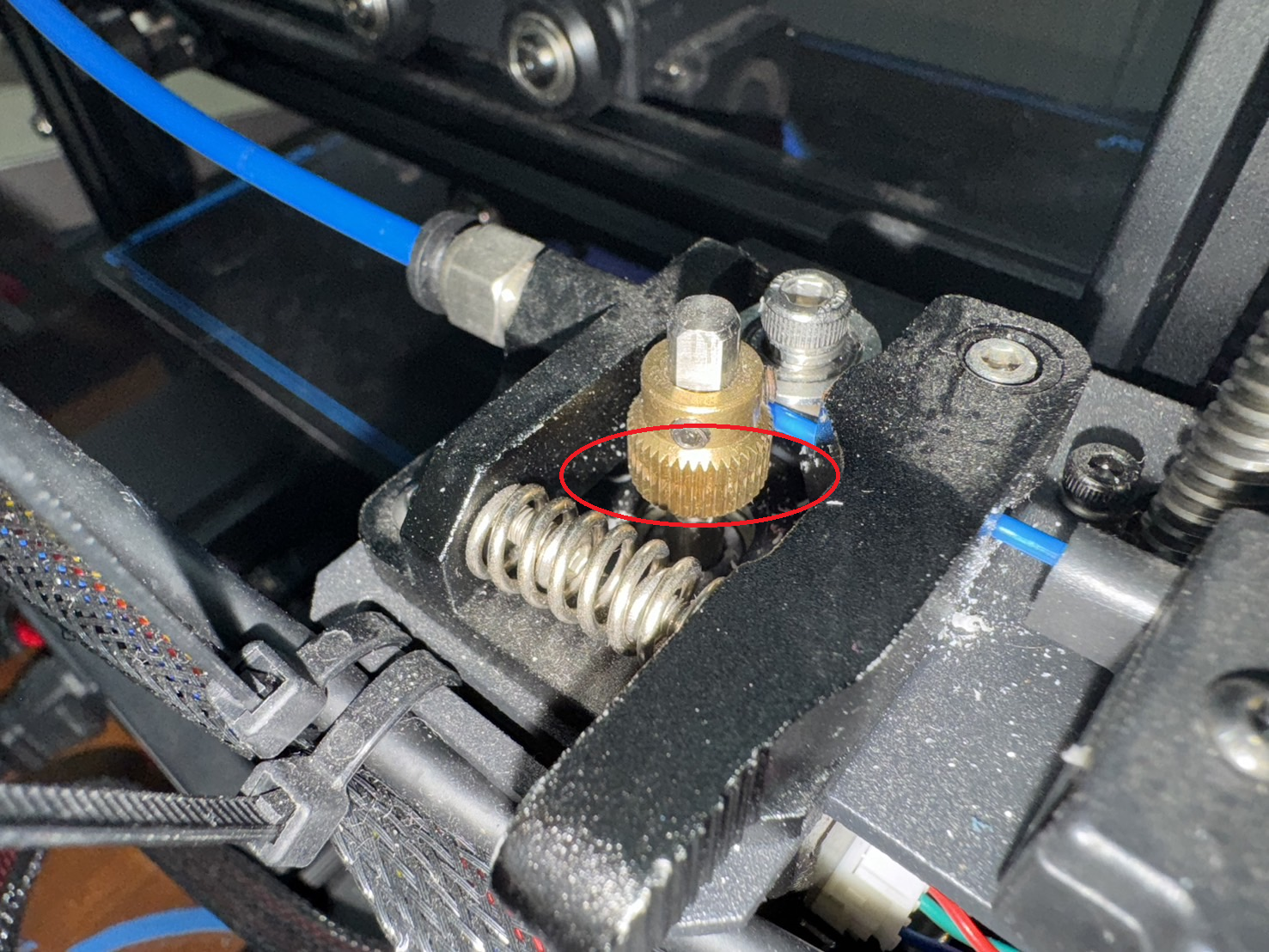
สำหรับเครื่องปริ้น 3 มิติ บางเครื่อง อาจจะใช้ชุดเฟืองดันเส้นเป็นแบบทองเหลือง ซึ่งมีความนิ่มมากกว่า เฟืองที่ทำจากสแตนเลส ซึ่งเฟืองขบที่ทำจากทองเหลือง บางครั้ง ใช้ไปนาน อาจเกิดการสึกได้ ซึ่งการสึก สามารถมองเห็นได้ด้วยตา โดยที่ตัวเฟืองจะถูกกัดจนเป็นร่องตามขนาดพลาสติก
เฟืองที่ถูกกัดจนเป็นร่อง จะทำให้มีส่วนที่จิกหรือขบไปที่เส้นน้อยลง ทำให้การดันเส้นออกมา ติดๆ ขัดๆ และทำให้เส้นออกมาไม่สม่ำเสมอ ซึ่งถ้าเป็นแบบนี้ แนะนำให้เปลี่ยนเฟืองขบเป็นชิ้นใหม่
ในบางครั้งตัวเฟืองอาจจะไม่มีปัญหา แต่ปัญหา อาจจะเกิดจากน็อต ตัวหนอนที่ยึดตัวเฟืองขบเข้ากับแกนมอเตอร์ ซึ่งน็อคอาจจะคลาย ทำให้เฟืองหมุนไปพร้อมกับมอเตอร์ ถ้าเป็นแบบนี้ ก็จะมีอาการเส้นฉีดออกบ้าง ไม่ออกบ้าง
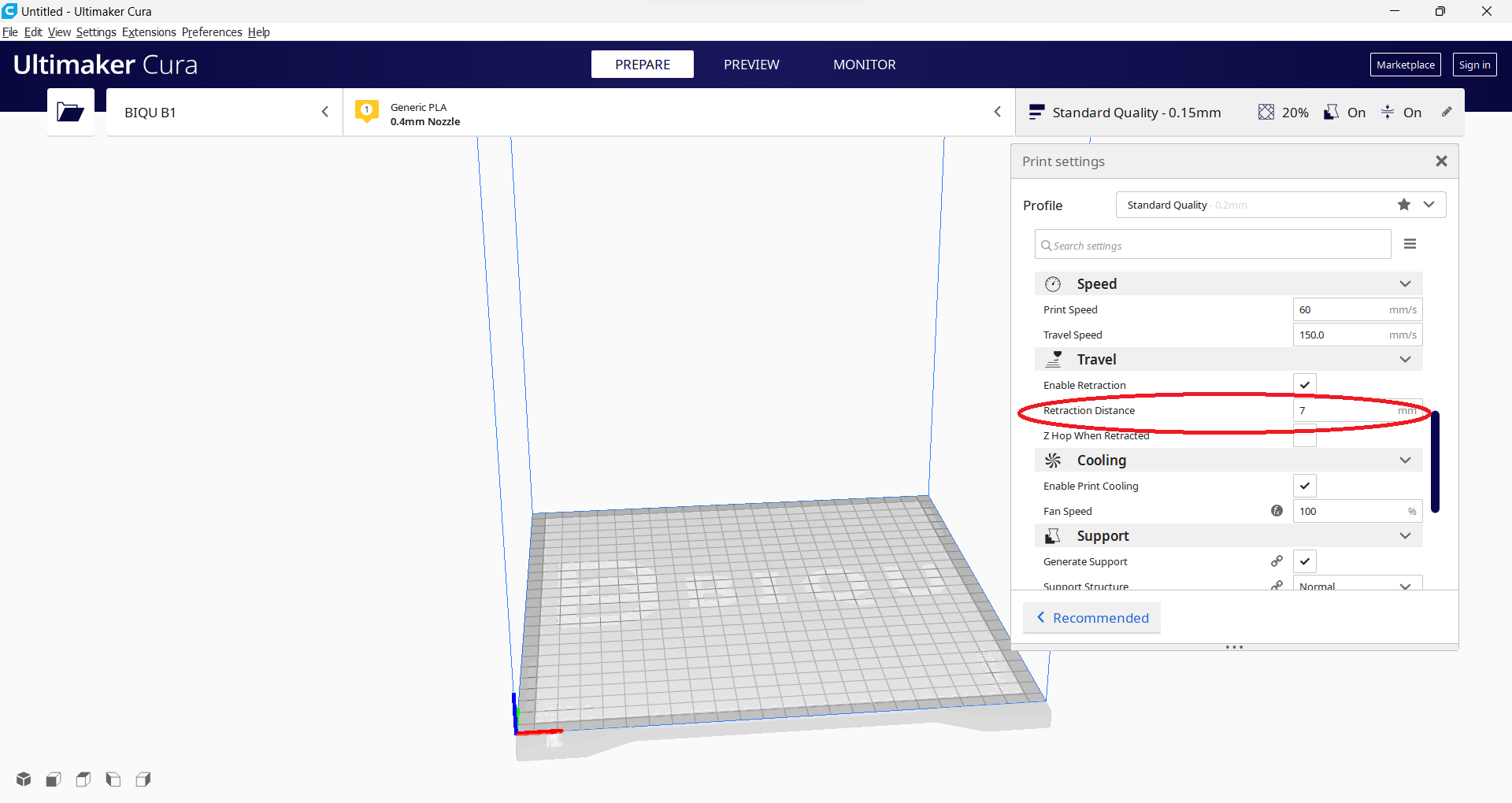
การตั้งค่า Retraction ที่เยอะเกินไป
สำหรับบางท่านอาจจะเคยเจอเหตุการณ์ที่ว่า พิมพ์โมเดลชิ้นเดียว พิมพ์ได้ แต่พอพิมพ์หลายชิ้นๆ กับเจออาการเส้นออกไม่สม่ำเสมอ หรือบางครั้งก็หัวฉีดตันเลย ซึ่งเหตุการณ์นี้อาจจะเจอกับโมเดลบางประเภท ที่มีช่องว่างเยอะๆ ซึ่งการที่พิมพ์โมเดลหลายตัวพร้อมกัน หรือโมเดลที่มีช่องว่างเยอะๆ ตัวหัวฉีด จะต้องมีการดึงเส้นพลาสติก กลับไปกลับมา เพื่อไม่ให้ พลาสติกเยิ้มออกจากหัว ซึ่งเรียกกระบวนการนี้ว่า Retraction
การที่มี Retraction เยอะๆ จะทำให้เส้นพลาสติก หรือ Filament ที่อยู่ในหัวฉีด มีอาการ ร้อน และเย็น เปลี่ยนไปมา ตลอดเวลา ทำให้มีการขยายตัวของพลาสติก อยู่ด้านใน ซึ่งถ้า Retraction มาก ก็จะทำให้การฉีดพลาสติกออกมายากขึ้น จนทำให้เส้นฉีดออกมาได้บ้าง ไม่ได้บ้าง ซึ่งวิธีการแก้นั้น สามารถตั้งค่าการ Retraction ได้ โดยเข้าไปปรับในโปรแกรม Slicer ซึ่งหัวข้อที่ปรับ ก็อยู่ในส่วนของ Retraction ซึ่งการปรับ Retration สามารถทำได้ โดยลดระยะดึง รวมไปถึงความเร็วในการ Retraction
การตั้งค่า ความละเอียดเยอะหรือสูงเกินไป
โดยปกติแล้วการปริ้นงานผ่านเครื่องพิมพ์ 3 มิติ ที่ใช้ตัวเส้น Filament หรือ พลาสติกเป็นหมึกพิมพ์ นั้น ค่าความละเอียด หรือที่โปรแกรม Slicer ส่วนใหญ่เรียกว่า Layer Height จะตั้งไม่เกิน 50 ไมครอนหรือ 0.05 มิล ซึ่งบางคนอาจไม่ทราบ อยากได้งานที่ละเอียดมากๆ จึงไปตั้งต่ำกว่า 50 ไมครอน ทำให้ หัวพิมพ์ไม่สามารถดันเส้นออกมาได้ เพราะมันชิดกันเกินไป
ค่า Flow Rate มีผลต่อขนาดของชิ้นงานที่ปริ้นออกมา กรณีมากเกินไป ชิ้นงานจะมีขนาดใหญ่ขึ้นเล็กน้อย แต่ถ้าต่ำเกิน เส้นที่ฉีดออกมาก็จะบาง และอาจจะไม่เชื่อมติดกัน ทำให้เหมือนกับว่า เส้นฉีดออกมาไม่สม่ำเสมอ